
- घर
- >
- उत्पाद
- >
- प्लास्टिक की कुर्सी और टेबल इंजेक्शन मोल्ड
- >
- गैस असिस्टेड इंजेक्शन के साथ लाइट निट प्लास्टिक डाइनिंग चेयर



गैस असिस्टेड इंजेक्शन के साथ लाइट निट प्लास्टिक डाइनिंग चेयर
ब्रांड :Focare
उत्पाद मूल :चीन
डिलीवरी का समय :60 दिन
आपूर्ति की क्षमता :प्रति वर्ष 500 सांचे
गैस-असिस्टेड इंजेक्शन मोल्ड के फायदे:
1. कच्चे माल को बचाएं, प्लास्टिक उपयोग की दर को 50% तक बढ़ाएं, मोल्डिंग चक्र को कम करें, और कुछ प्रदर्शन में सुधार करें।
2. यह मोल्ड के दबाव को 60% तक कम कर सकता है, भाग के आकार को समान बना सकता है, और संकोचन और विरूपण में सुधार कर सकता है।
3. इंजेक्शन प्रणाली और इंजेक्शन मशीन के क्लैंपिंग सिस्टम के काम के दबाव को कम करें, ताकि मोल्ड छोटी मशीनों के लिए उपयुक्त हो और बिजली की खपत कम हो।
4. इंजेक्शन मोल्डिंग मशीन सिस्टम के लिए आवश्यकताएं अपेक्षाकृत सरल हैं, और कच्चे माल के लिए कोई विशेष आवश्यकताएं नहीं हैं।
गैस-असिस्टेड इंजेक्शन मोल्ड्स के फायदे निम्नानुसार हैं:
1. कच्चे माल को बचाएं, प्लास्टिक उपयोग की दर को 50% तक बढ़ाएं, मोल्डिंग चक्र को कम करें, और कुछ प्रदर्शन में सुधार करें।
2. यह मोल्ड के दबाव को 60% तक कम कर सकता है, भाग के आकार को समान बना सकता है, और संकोचन और विरूपण में सुधार कर सकता है।
3. इंजेक्शन प्रणाली और इंजेक्शन मशीन के क्लैंपिंग सिस्टम के काम के दबाव को कम करें, ताकि मोल्ड छोटी मशीनों के लिए उपयुक्त हो और बिजली की खपत कम हो।
4. इंजेक्शन मोल्डिंग मशीन सिस्टम के लिए आवश्यकताएं अपेक्षाकृत सरल हैं, और कच्चे माल के लिए कोई विशेष आवश्यकताएं नहीं हैं।

हालांकि, इसके नुकसान भी हैं। मोल्ड के लिए आवश्यकताएं अधिक हैं। प्रारंभिक चरण में, सेवन हवा की व्यवहार्यता को बार-बार प्रदर्शित किया जाना चाहिए। बाद का उत्पादन साधारण इंजेक्शन मोल्डिंग की तुलना में अधिक जटिल है। समायोजन कर्मियों को प्रासंगिक डेटा एकत्र करने पर ध्यान देना चाहिए। उत्पादन में, इसे बार-बार समायोजित किया जाता है। अक्रिय गैसों की विशेषताओं को मास्टर करें।
1. गैस-सहायता प्राप्त प्रक्रिया विशेषताएँ
(1)। प्रक्रिया मापदंडों पर गैस के प्रवेश के प्रभाव पर विचार किया जाना चाहिए। गैस-सहायता प्राप्त मोल्डिंग की प्राथमिक पैठ मुख्य रूप से गुहा में प्लास्टिक पिघल मात्रा के अनुपात पर निर्भर करती है और द्रव यांत्रिकी के नियमों द्वारा शासित होती है। माध्यमिक प्रवेश मोटे स्थानों पर होता है और सभी दिशाओं में फैलता है। गैस पैठ की ताकत पर प्रक्रिया मापदंडों का प्रभाव मुख्य रूप से गैस प्रवेश लंबाई और वायुमार्ग की सतह परत की प्लास्टिक मोटाई में परिलक्षित होता है। सामान्य तौर पर, उच्च गैस इंजेक्शन दबाव, उच्च पिघल तापमान, कम पिघल चिपचिपाहट और कम स्विचिंग देरी समय परिणाम कम पैठ लंबाई और पतले वायुमार्ग दीवार मोटाई में।
(2)। मोल्ड को भरते समय कम दबाव वाली गैस का उपयोग करने की सिफारिश की जाती है। जब दबाव बनाए रखा जाता है, तो दबाव को संकोचन के लिए मुआवजा दिया जाता है। कारण यह है कि कुछ गैस सीमा परत में भंग हो जाएगी जहां पिघल गैस के संपर्क में है। यदि दबाव बनाए रखने के बाद प्लास्टिक पूरी तरह से जम नहीं रहा है, तो दबाव कम हो जाता है। ये गैसें वायुमार्ग की भीतरी सतह पर हवाई बुलबुले पैदा करने के लिए प्रस्फुटित होंगी। भरने के दौरान गैस का दबाव जितना अधिक होता है, पिघलने की सीमा परत में उतना ही अधिक गैस घुल जाता है, और दबाव बनाए रखने के बाद गैस का विस्तार प्रभाव उतना ही मजबूत होता है।
(3)। अत्यधिक अशांति से बचने और वायुमार्ग की आंतरिक सतह पर व्यापक गैस विस्तार का कारण बनने के लिए देखभाल की जानी चाहिए।
(4)। इंजेक्शन से बचने के लिए प्रयास किया जाना चाहिए, क्योंकि पिघल ओवरलैप और मुक्त सतह ठंडा होने के मामले में ठंडा हो जाएगा, और गैस पिघल सतह के माध्यम से उड़ जाएगा जब यह इस तरह के गैर-समान पिघल में पहले ओवरलैप में प्रवेश करता है। मोल्डिंग विफलता का कारण बनता है। छिड़काव को टालने के लिए उत्पाद के सबसे पतले हिस्से पर रिवर्स ग्रेविटी की दिशा में कैविटी को भरना और भरना शुरू करना संभव है।
(5)। स्विचिंग समय में जब गैस इंजेक्शन पिघल इंजेक्शन के अंत से पहले शुरू नहीं हुआ है, तो पिघल प्रवाह दर में बड़े बदलाव से बचने की कोशिश करें, क्योंकि इस परिवर्तन से उत्पाद की सतह पर हिस्टैरिसीस लाइन और ग्लॉस परिवर्तन का कारण होगा।
(6)। मात्रा और सामग्री सटीकता: वास्तविक गैस-सहायता प्राप्त प्रक्रिया का मूल सामग्री की मात्रा, सामग्री की मात्रा और इंजेक्शन मोल्डिंग मशीन की सटीकता है, जो गैस-सहायता प्राप्त प्रक्रिया के प्रभाव और स्थिरता को प्रभावित करेगी। कारण है: जब मोल्ड गुहा प्लास्टिक से भर जाता है, तो गैस के लिए प्लास्टिक के अंदर गुहा बनाना मुश्किल होता है। केवल सामग्री की कमी की स्थिति में, वायु गुहा की स्थिति को छोड़ दिया जाता है। जब गैस को गुहा में इंजेक्ट किया जाता है, तो प्रीसेट प्लास्टिक आंतरिक गैस के विस्तार से पूरी गुहा भर जाती है। इसलिए, सामग्री की मात्रा सीधे गैस-सहायता प्रक्रिया के मोल्डिंग प्रभाव से संबंधित है, और प्लास्टिक मशीन की सटीकता की त्रुटि गैस-सहायता प्राप्त प्रक्रिया की स्थिरता से संबंधित है। गैस-असिस्टेड इंजेक्शन मोल्डिंग यह सुनिश्चित नहीं करता है कि सभी प्लास्टिक को गुहा में इंजेक्ट किया जाए।

2. गैस सहायता प्रक्रिया समायोजन विधि
जब गैस-सहायता प्राप्त प्रक्रिया को समायोजित किया जाता है, तो इसे निम्नलिखित क्रम में तदनुसार समायोजित करने की सिफारिश की जाती है:
(1) कोई गैस इंजेक्शन के मामले में, पहले उत्पाद भरें और प्लास्टिक की प्रवाह स्थिति और मोल्ड की स्थिति का निरीक्षण करें;
(2) सामग्री की मात्रा को धीरे-धीरे कम करें, सामग्री गायब होने पर प्रत्येक गेट प्रवाह के वितरण औसत का निरीक्षण करें, और मोल्ड के प्रवाह समरूपता को सुनिश्चित करने का प्रयास करें;
(3) सामान्य गैस-सहायता प्रक्रिया आम तौर पर दो-चरण या तीन-चरण गैस इंजेक्शन का उपयोग करती है। पतली दीवार वाले हिस्से का दबाव उच्च दबाव वाले गैस इंजेक्शन 2500--4000 साई के लिए उपयुक्त है, और मोटी दीवार या रॉड के आकार का उत्पाद कम दबाव वाले गैस इंजेक्शन 1000--2500 साई के लिए उपयुक्त है।
(४) जब सामग्री की कमी लगभग ९ ०% तक पहुँच जाती है, तो गैस इंजेक्शन शुरू होता है। यदि उत्पाद में अभी भी कुछ सिकुड़न है, तो यह उचित है कि उत्पाद की मात्रा तब तक कम की जाए, जब तक उत्पाद भरा न हो, और फिर सामग्री की मात्रा को पूर्ण अवस्था में जोड़ दें।
(५) गैस के दबाव को उचित रूप से समायोजित करें, और गैस धारण करने का समय और देरी शुरू करना एक उपयुक्त स्थिति में है।
(6) नोजल इंटेक मोड में, निकास के लिए रिवर्स सीट का उपयोग करना सुनिश्चित करें।
(() एयर इनटेक मोड में, यह ध्यान देना ज़रूरी है कि क्या एयर सुई का निकास अबाधित है। यदि निकास चिकना नहीं है, तो इसे समय पर साफ करने की आवश्यकता है।
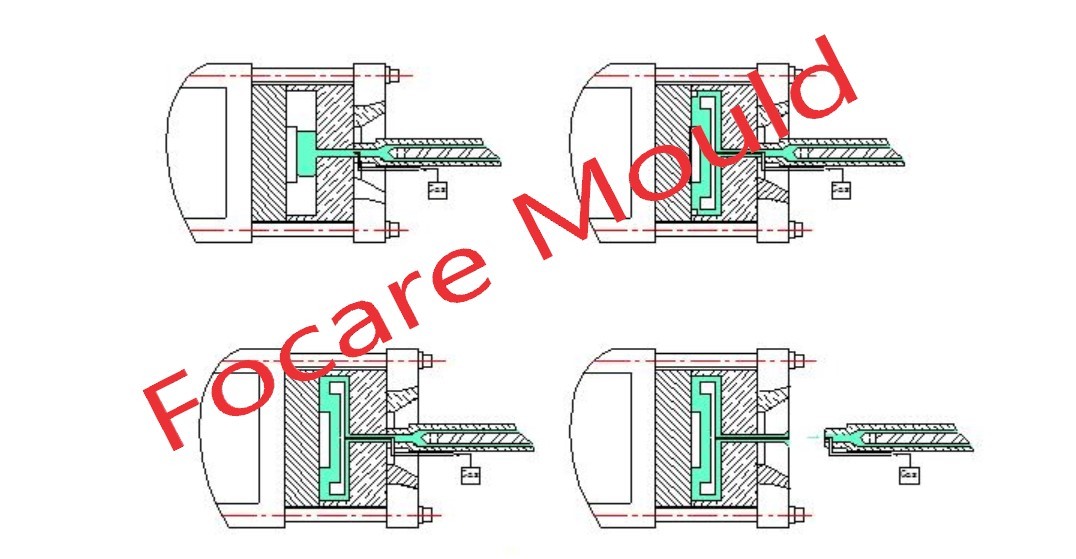
3. गैस-सहायक इंजेक्शन मोल्डिंग प्रक्रिया को चार चरणों में विभाजित किया जा सकता है:
प्लास्टिक-इंजेक्शन इंजेक्शन मोल्डिंग का पहला चरण: प्लास्टिक इंजेक्शन। पिघल गुहा में प्रवेश करता है और एक पतली जमने वाली परत बनाने के लिए एक कम तापमान की मोल्ड दीवार से सामना करता है।
गैस-असिस्टेड इंजेक्शन मोल्डिंग दूसरा चरण: गैस की घटना। अक्रिय गैस पिघली हुई प्लास्टिक में प्रवेश करती है, जो कि अखंडित प्लास्टिक को उस गुहा में धकेलती है जो अभी तक भरी नहीं है।
गैस-इंजेक्शन इंजेक्शन मोल्डिंग का तीसरा चरण: गैस इंजेक्शन का अंत। जब तक पिघल पूरे गुहा को भर नहीं जाता तब तक गैस प्लास्टिक पिघल प्रवाह को जारी रखती है।
गैस-असिस्टेड इंजेक्शन मोल्डिंग का चौथा चरण: गैस धारण दबाव। दबाव में, वायु मार्ग में गैस पिघल को संपीड़ित करता है और भाग की उपस्थिति सुनिश्चित करने के लिए फ़ीड करता है।










