
- घर
- >
- उत्पाद
- >
- Household Molds
- >
- प्लास्टिक कपड़े धोने की टोकरी इंजेक्शन मोल्ड


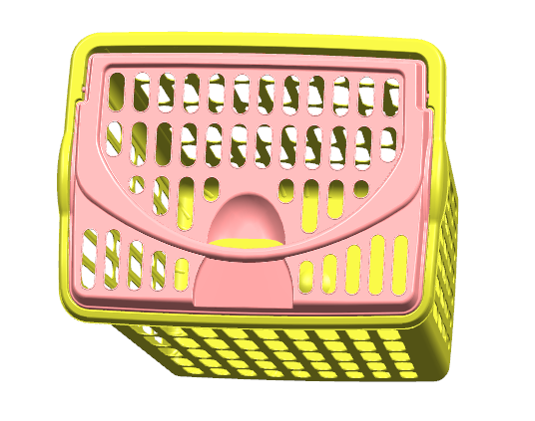
प्लास्टिक कपड़े धोने की टोकरी इंजेक्शन मोल्ड
ब्रांड :Focare
उत्पाद मूल :चीन
डिलीवरी का समय :60 दिन
आपूर्ति की क्षमता :प्रति वर्ष 500 सांचे
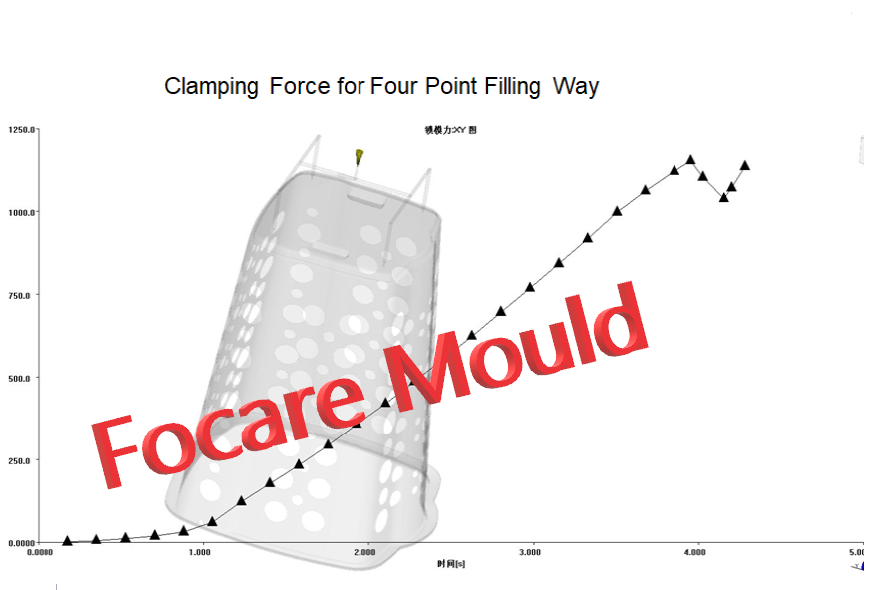
कपड़े धोने की बाल्टी की ऊंचाई बहुत अधिक है, जो इन-मोल्ड इंजेक्शन दबाव बहुत अधिक है। इसलिए, बड़े टन भार इंजेक्शन मोल्डिंग मशीन द्वारा उच्च क्लैंपिंग बल और लंबे समय तक स्ट्रोक होने के लिए उत्पादन करना आवश्यक है।
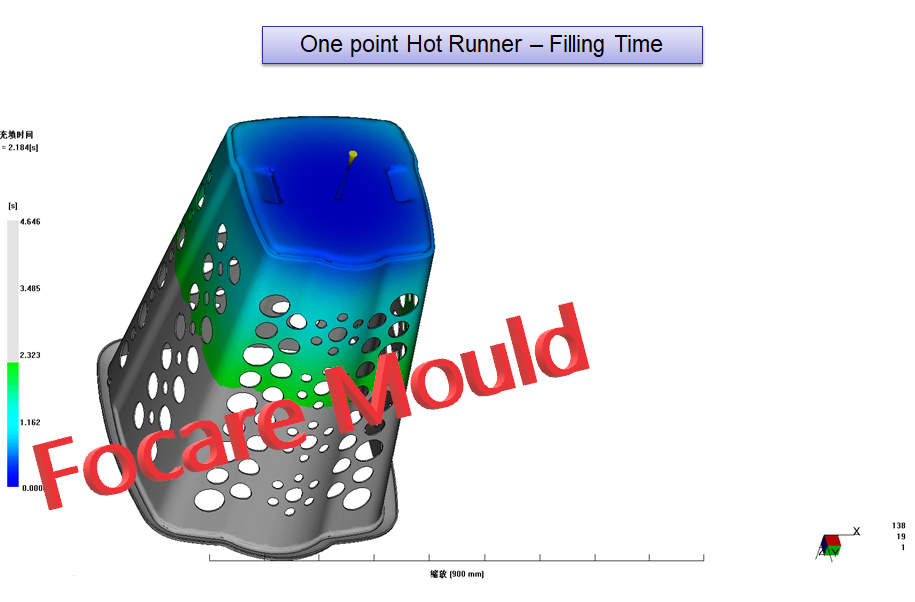
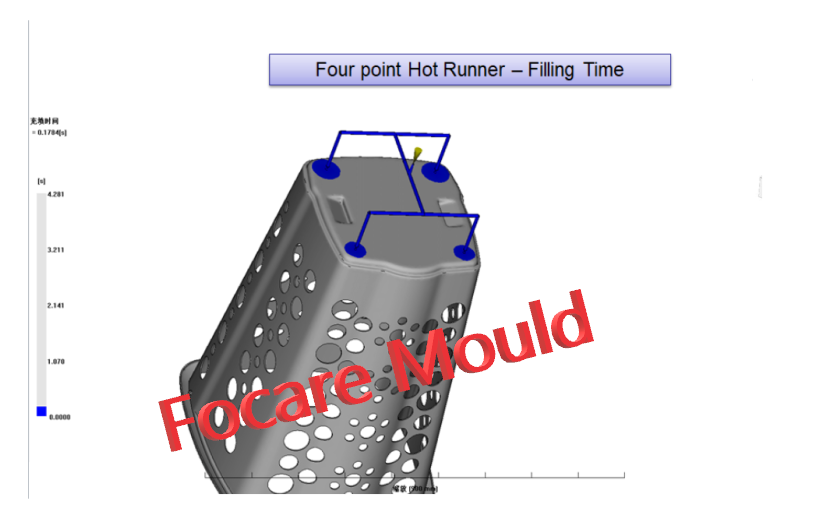
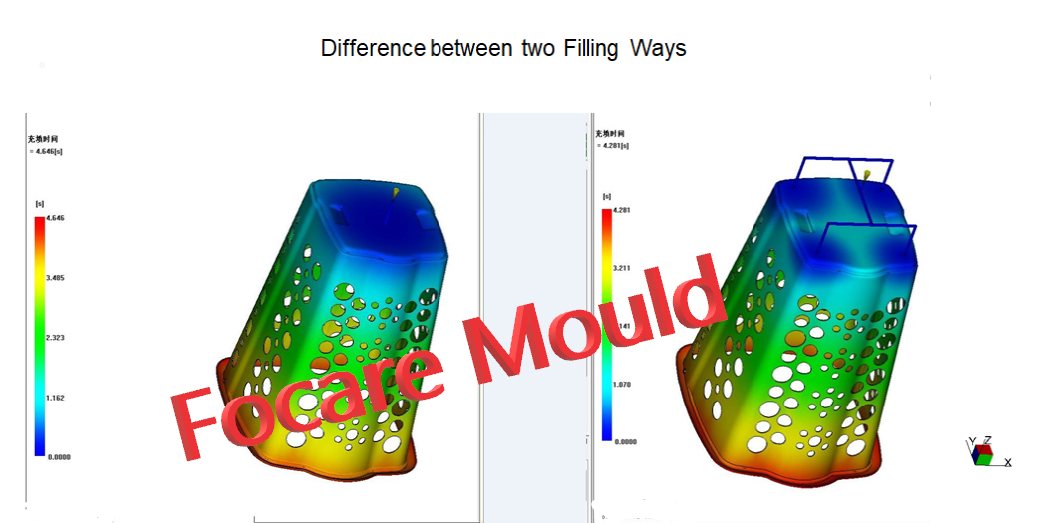
इन-मोल्ड इंजेक्शन दबाव को कम करने और संतुलित करने के लिए, मोल्ड डिजाइन पर 2 या 4 इंजेक्शन गेट लगाना बेहतर होता है।
गेट डिज़ाइन के मुख्य बिंदुओं को संक्षेप में प्रस्तुत किया जा सकता है:
1. गेट प्लास्टिक भाग के एक मोटे खंड में खोला जाता है, ताकि पिघला हुआ पदार्थ मोटी सामग्री अनुभाग से पतली धारा में बहता है ताकि पूर्ण भरने को सुनिश्चित किया जा सके;
2. गेट स्थान का चुनाव दबाव घटाने को कम करने के लिए प्लास्टिक भरने की प्रक्रिया को कम से कम करना चाहिए;
3. कैविटी में हवा को खत्म करने के लिए गेट लोकेशन का चुनाव फायदेमंद होना चाहिए;
4. गेट को गुहा में सीधे पिघलाने की अनुमति नहीं दी जानी चाहिए, अन्यथा यह एक भंवर प्रवाह उत्पन्न करेगा, जिससे प्लास्टिक के हिस्से पर घुमाव के निशान निकल जाएंगे, विशेष रूप से संकीर्ण गेट ऐसे दोषों से अधिक प्रवण हैं;
5. गेट स्थान की पसंद प्लास्टिक की सतह पर सीवन लाइनों के गठन को रोकना चाहिए, विशेष रूप से अंगूठी या बेलनाकार प्लास्टिक के हिस्सों में, गेट की सतह की पिघल कास्टिंग पर ठंडा कुआं जोड़ा जाना चाहिए। ;
6. लम्बी कोर के साथ इंजेक्शन मोल्ड की गेट स्थिति बनाने वाले कोर से दूर होनी चाहिए, ताकि गठन कोर प्रवाह से विकृत न हो;
7. बड़े या फ्लैट प्लास्टिक भागों का निर्माण करते समय, डबल गेट्स का उपयोग वॉरपेज, विरूपण और सामग्री की कमी को रोकने के लिए किया जा सकता है;
8. प्लास्टिक भाग की उपस्थिति को प्रभावित किए बिना फाटक को यथासंभव खोल दिया जाना चाहिए, जैसे कि किनारे के नीचे;
9. गेट का आकार प्लास्टिक के हिस्से के आकार, आकार और प्लास्टिक गुणों पर निर्भर करता है;
10. जब कई गुहा इंजेक्शन मोल्ड डिजाइन करते हैं, तो फाटकों के संतुलन पर विचार करने के लिए प्रवाह चैनलों के संतुलन पर विचार करें, और एक ही समय में पिघली हुई सामग्री को समान रूप से चार्ज करने का प्रयास करें।

गेट, जिसे फीड इनलेट के रूप में भी जाना जाता है, वह मार्ग है जो विभाजन धावक को गुहा में पिघलता है। फाटकों की उचित पसंद सीधे संबंधित है कि क्या इंजेक्शन ढाला उत्पादों को अच्छी गुणवत्ता और उच्च गुणवत्ता में इंजेक्शन ढाला जा सकता है। गेट डिजाइन में गेट सेक्शन के आकार और आकार का निर्धारण और गेट लोकेशन का चुनाव शामिल है।
पिघला हुआ धातु को भरने के लिए गुहा में प्रवेश करने के लिए आवश्यक समय को भरने का समय कहा जाता है। एल्यूमीनियम मिश्र धातु मरने के कास्टिंग का भरने का समय है: 0.01S ~ 0.1S। भरण समय के लिए चयन सिद्धांत है:
(1) यदि मिश्र धातु का कास्टिंग तापमान अधिक है, तो भरने का समय लंबा होना चाहिए;
(2) यदि मोल्ड का तापमान अधिक है, भरने का समय लंबा है;
(३) यदि मोटी दीवार वाला भाग भीतरी द्वार से दूर है, तो भरने का समय लंबा होना चाहिए;
(4) संलयन की उच्च गर्मी के साथ मिश्र, भरने का समय लंबा होना चाहिए;
(5) जब निकास प्रभाव खराब होता है, तो भरने का समय लंबा होना चाहिए।
गेट की स्थिति पिघल प्रवाह सामने के आकार और धारण दबाव के प्रभाव में एक निर्णायक भूमिका निभाती है, और इसलिए इंजेक्शन ढाला लेख की ताकत और अन्य गुणों को निर्धारित करती है। फाटक के स्थान को प्रभावित करने वाले कारकों के लिए, आकार, आकार, दीवार की मोटाई, आयामी सटीकता, उपस्थिति गुणवत्ता और उत्पाद के यांत्रिक गुणों आदि सहित।










