
- घर
- >
- उत्पाद
- >
- कैप्स मोल्ड्स
- >
- कैप्सलेस मोल्ड्स को खोलना



कैप्सलेस मोल्ड्स को खोलना
ब्रांड :Focare Mould
उत्पाद मूल :चीन
डिलीवरी का समय :डिजाइन की पुष्टि के बाद 60 कार्य दिवसों
आपूर्ति की क्षमता :प्रति वर्ष सांचों के 500 सेट
कैप डिजाइन के लिए, लोग हमेशा एक नया तरीका ढूंढना चाहते हैं, लेकिन पारंपरिक मोल्डिंग तरीके की सीमा के कारण, यह एकल रंग के साथ लोगों की आंखों को आकर्षित करने के लिए इतना उत्कृष्ट डिजाइन नहीं हो सकता है।
नई मोल्डिंग प्रौद्योगिकी विकास, द्वि-इंजेक्शन, त्रि-इंजेक्शन के साथ ... यह डिजाइनरों को डिजाइन पर अधिक विचार करने और सुंदर दिखने के साथ आने में मदद करता है।
मेरा मानना है कि अधिक से अधिक ग्राहक इस डिजाइन विचार को पसंद करेंगे और अपने स्वयं के ब्रांड को उत्कृष्ट बनाने के लिए। Focare ढालना ढालना निर्माता है जो दो रंग मोल्ड डिजाइन और निर्माण में विशेषज्ञता प्राप्त है। हम यहां आपके शानदार विचार को वास्तविकता में बनाने में आपकी सहायता करने के लिए हैं।
थ्रेड डिज़ाइन कभी-कभी विधानसभा उद्देश्यों के लिए उत्पादों में मौजूद होते हैं। इसे बनाने के बाद सीधे बनाया जा सकता है या मशीन बनाया जा सकता है। अक्सर थ्रेडेड या भारी भार के तहत थ्रेड्स के लिए, थ्रेडेड आवेषण डिज़ाइन करते समय निम्नलिखित सिद्धांतों को ध्यान में रखा जाना चाहिए:
1. 0.75 मिमी से कम पिच वाले धागे से बचें। 5 मिमी के अधिकतम प्रयोग करने योग्य धागे के साथ धागे से बचें
2. पिच विरूपण को रोकने के लिए प्लास्टिक संकोचन के कारण लंबे धागे के प्रत्यक्ष गठन से बचें
3. प्लास्टिक संकोचन से कम सहिष्णुता वाले धागे से बचें
4. यदि आंतरिक और बाहरी धागे का मिलान किया जाता है, तो 0.1-0.4 मिमी के बीच का अंतर
5. थ्रेड भाग 1-3 होना चाहिए। मॉड्यूल ढलान_
6. स्क्रू दांत उत्पाद के अंत तक नहीं बढ़ाया जा सकता है। मरने के प्रसंस्करण और धागा जीवन को सुविधाजनक बनाने के लिए लगभग 0.8 मिमी की पॉलिश रॉड स्थापित की जानी चाहिए।
7. कुछ इसी तरह की बोतल कैप उत्पादों में, यह कुछ ऊर्ध्वाधर चिह्नों को स्थापित करेगा। अंतर 1.5 मिमी जितना बड़ा होना चाहिए, और अंतर कम से कम मिमी मिमी क्षेत्र में पार्टिंग सतह पर 3.0 मिमी जितना छोटा होना चाहिए
ध्वस्त करने के कुछ तरीके हैं:
1. जबरन ध्वस्त करना। प्लास्टिक भाग को प्लास्टिक के भाग की लोच का उपयोग करके या एक लोचदार धागा कोर का उपयोग करके जबरन हटा दिया जाता है। इस प्रकार के डिमोल्डिंग का उपयोग ज्यादातर अर्ध-गोलाकार मोटे धागे के लिए किया जाता है, जिसमें कम धागे की शुद्धता और कुछ नरम प्लास्टिक पर छोटी गहराई होती है। यह मोल्ड संरचना को सरल बना सकता है।
2. मैनुअल ध्वस्त करना। मोल्ड के अंदर और बाहर मैनुअल डिमॉल्डिंग।
इन-मोल्ड: थ्रेड कोर को एक विशेष उपकरण के साथ एक चौकोर छेद के साथ बाहर निकालना आवश्यक है, और फिर प्लास्टिक के हिस्से को गुहा तंत्र से बाहर निकाला जाता है।
आउट-ऑफ-मोल्ड: एक चल धागा कोर या अंगूठी का उपयोग करें। मोल्ड को खोलने के बाद, मोल्ड को प्लास्टिक के हिस्से के साथ एक साथ बाहर निकाल दिया जाता है, और फिर प्लास्टिक के हिस्से को मैन्युअल रूप से थ्रेड कोर या रिंग से हटा दिया जाता है।
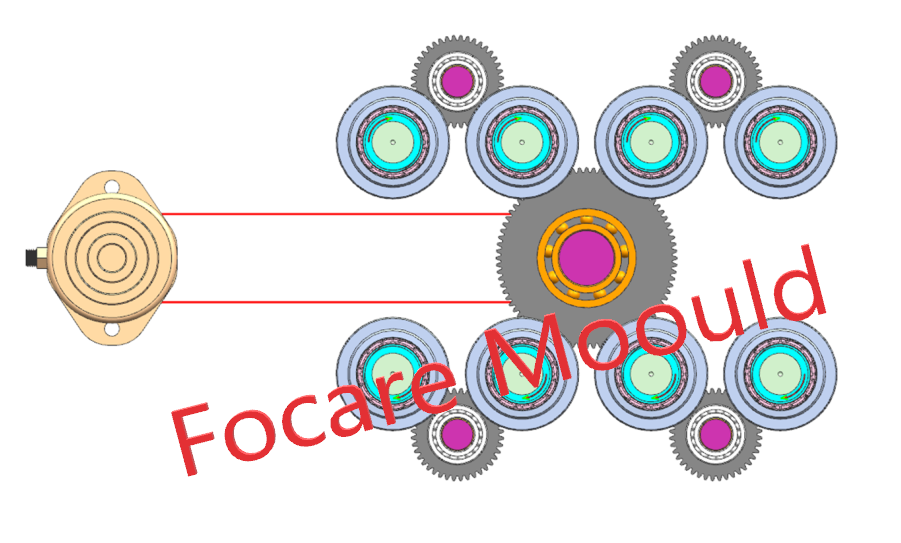
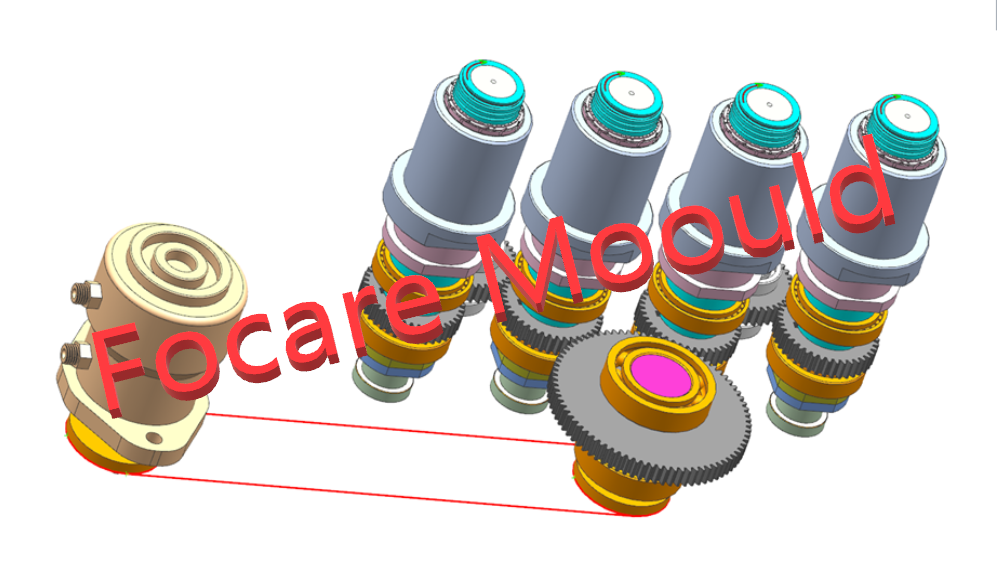
3. पैंतरेबाज़ी करना। उद्घाटन और समापन मोल्ड की पारस्परिक गति को प्लास्टिक भाग के धागे को विघटित करने के लिए रोटरी गति में परिवर्तित किया जाता है। इस तरह के साँचे में उच्च उत्पादन क्षमता होती है, लेकिन एक जटिल संरचना और उच्च विनिर्माण लागत होती है।









